
实验室、科研、军工、医疗、航空领域
微细孔/高端精密五金件 · 14年头部供应商
微细孔/高端精密五金件 · 14年头部供应商
-
微信咨询

- 全国客服:18898367360
日期:2026-03-23 编辑:富泰鑫五金 阅读: 147
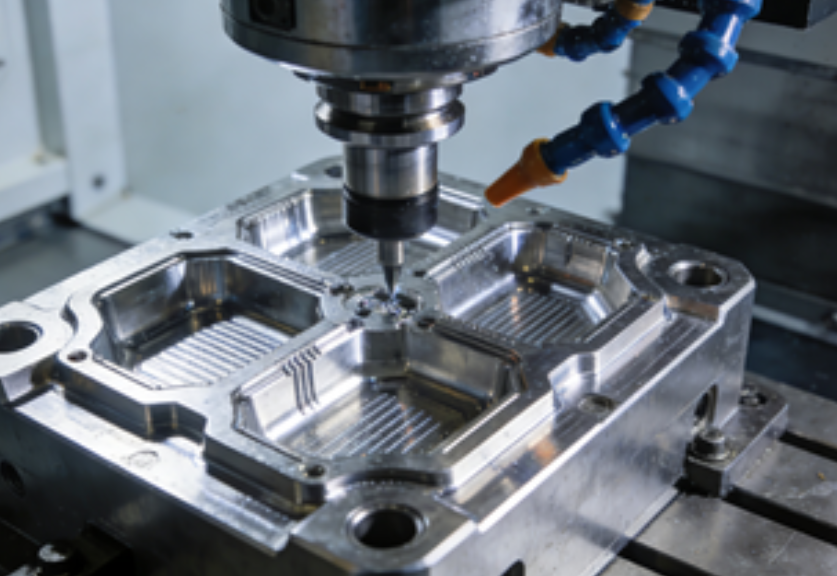
复杂结构的精密五金件(如多曲面、微孔、异形轮廓件),因兼具结构复杂度与微米级精度要求,加工难度显著高于普通精密件,但结合现有技术与工艺,完全可以实现精准加工。
一、加工核心难度
1. 精度控制难:复杂结构(如交叉孔、深腔、异形曲面)易出现定位偏差,加工过程中刀具振动、热变形会导致尺寸超差,尤其微孔(<0.1mm)、薄壁结构,变形风险更高。
2. 工艺适配难:单一加工工艺无法完成复杂结构加工,需多工序协同,工序衔接不当易造成二次变形、表面划伤,影响零件性能。
3. 材料加工难:复杂精密五金件多采用钛合金、316L不锈钢等难加工材质,硬度高、韧性强,切削阻力大,易导致刀具磨损、加工效率低下。
二、实现路径
1. 设备选型:采用五轴联动精雕机、高速微孔加工机等专用设备,一次装夹完成多维度加工,减少定位误差;搭配闭环控制系统,实时补偿刀具磨损与热变形,确保精度可控(±0.002mm以内)。
2. 工艺优化:采用“粗加工→去应力退火→半精加工→精加工”分步工艺,释放加工应力;搭配激光辅助切削、高压内冷排屑等技术,破解难加工材质与复杂结构的加工瓶颈,减少表面瑕疵。
3. 检测保障:引入在线检测设备,加工过程中实时监测尺寸精度,及时调整工艺参数;成品采用三坐标测量仪、激光干涉仪进行精准检测,确保符合设计要求,降低次品率。
综上,复杂结构的精密五金件加工难度确实较高,核心在于突破精度控制、工艺适配与材料加工三大痛点。但依托专用设备、科学工艺与精准检测,完全可以实现批量、精准加工,满足航空航天、医疗器械等下游领域的严苛需求。





 网站超凡国际
网站超凡国际
 电话咨询
电话咨询